無電解ニッケルとフッ素樹脂の共析被膜 非粘着や離型性効果の各種素材への表面処理
NIFGRIP®(ニフグリップ)
[NIFGRIP]概要
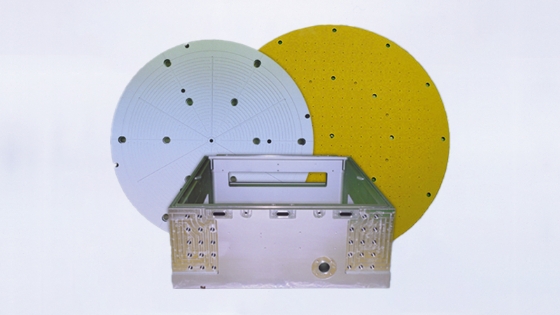
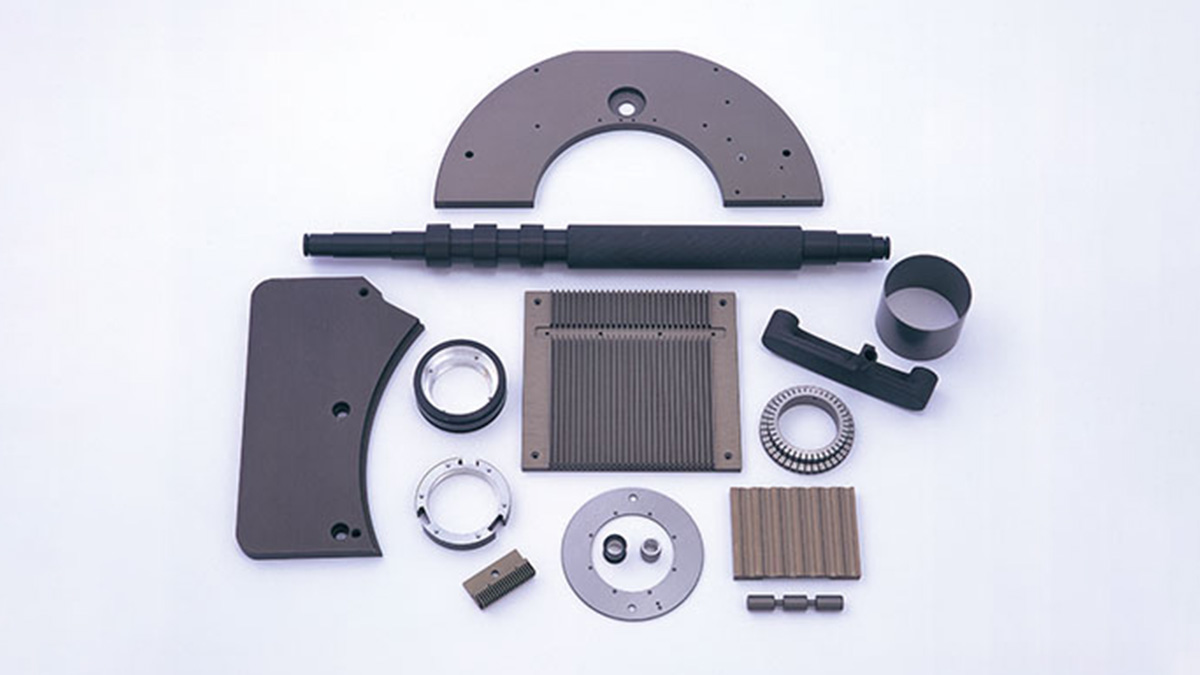
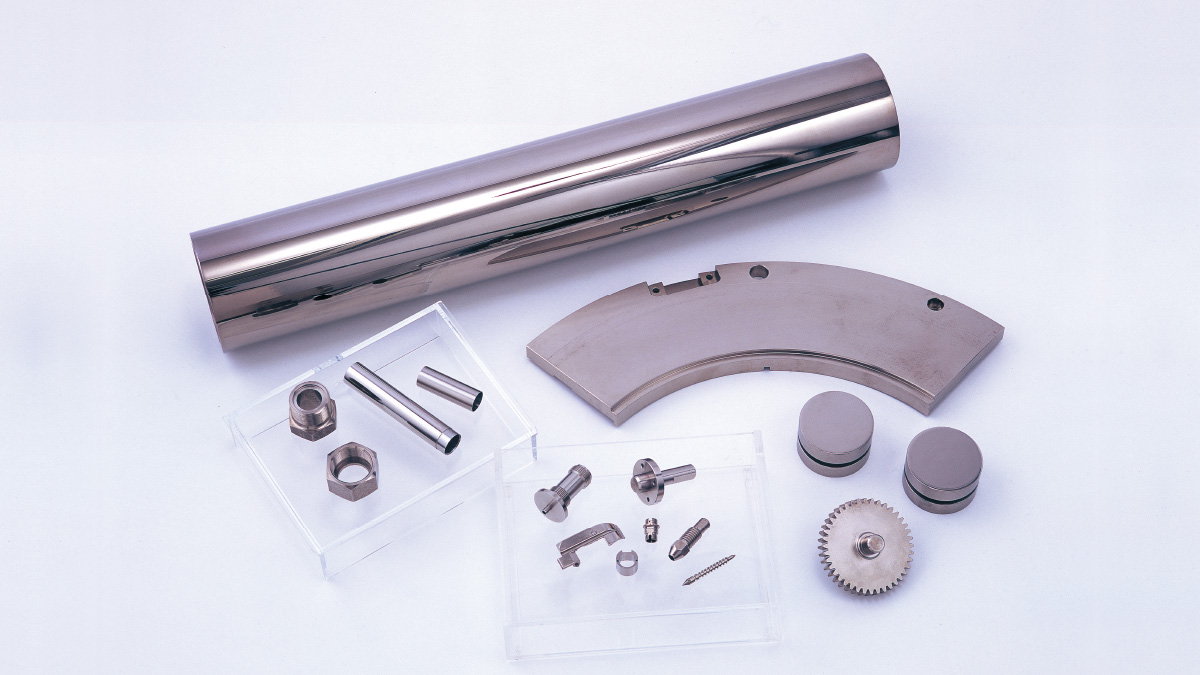
NIFGRIP®(ニフグリップ)処理とは、鉄、ステンレス、銅、アルミ合金に対して、無電解ニッケルとフッ素樹脂を処理液中で共析させ、皮膜中にフッ素樹脂を容積比に対し30%を均一に含ませ、成膜後に熱処理を行い、無電解ニッケルとフッ素樹脂を強固に密着させます。母材との密着力に優れ、離型性・非粘着性・滑り性・耐食性に優れた高機能複合膜を得る表面処理技術です。NIFGRIP®(ニフグリップ)皮膜は、均一でつきまわり性が良いため、寸法精度が要求される部品にも対応が可能です。このような優れた特長を持つNIFGRIP®(ニフグリップ)処理は、幅広い分野に応用され、多くの製品・部品に使用されています。
※NIFGRIP®(ニフグリップ)は、アルバックテクノ株式会社の登録商標です。
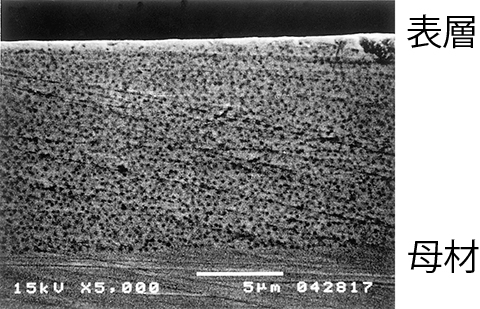
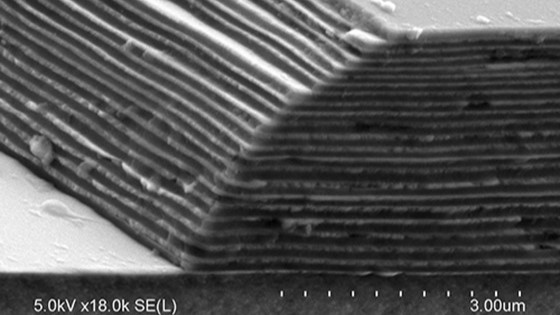
NIFGRIP®(ニフグリップ)処理を施した製品の断面図
特長
NIFGRIP®(ニフグリップ)は、離型性に富んだ表面特性があります。
適用材質
鉄・ステンレス・銅合金・アルミ合金に適応可能です。ただし、熱処理工程で400℃の焼成を行うため、焼戻し温度がNIFGRIP®(ニフグリップ)の熱処理温度(400℃)より低い材質や、アルミ青銅のように高い熱に弱い材質の使用には十分注意してください。アルミ合金は200℃で焼成になります。このような優れた特長を持つNIFGRIP®(ニフグリップ)処理は、幅広い分野に応用され、多くの製品・部品に使用されています。
膜厚
NIFGRIP®(ニフグリップ)皮膜の標準膜厚は10μです。通常5~15μの範囲です。処理膜厚は、使用目的によって決定します。
寸法精度
NIFGRIP®(ニフグリップ)皮膜はエッヂ部に厚く付着することがなく均一で、つきまわり性が良好なため、寸法精度が求められる部品に対しても有効です。
表面粗度
NIFGRIP®(ニフグリップ)成膜後の面粗度は、処理前の素材面粗度とほぼ同等に仕上がります。処理後も平滑な表面を得る場合は、処理前の素地面の平滑仕上度を高めてから処理します。
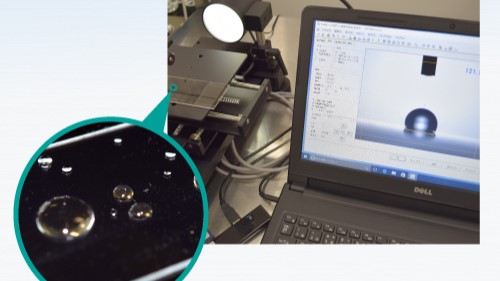
非粘着性と離型性
NIFGRIP®(ニフグリップ)皮膜は、フッ素樹脂コーティングに匹敵する非粘着性と離型性を示します。この特性を金型に応用した場合、離型剤を廃止することも可能です。離型剤を使用した場合は、フッ素樹脂との相乗効果により、少量でも離型効果が持続します。
摩擦係数と滑り性
フッ素樹脂は固体の中で最も低い摩擦係数を示します。皮膜中に含有するフッ素樹脂の容積比が高いほど優れた滑り性を発揮します。処理前に母材表面を梨地(GBB処理)にすることにより、よりいっそうすべり性が向上します。
硬度と耐摩耗性
NIFGRIP®(ニフグリップ)皮膜の表面硬度は、焼成をした状態でHv300(※1)程度の硬度になります。特に硬度と耐摩耗性を要求される場合は、NEDOX®(ニダックス)処理が最適です。
※1:マイクロビッカース硬度計による測定値。仕様によっては表面硬度の測定ができない場合があります。
耐食性
何層にもフッ素樹脂粒子が重なっているNIFGRIP®(ニフグリップ)皮膜は、優れた耐食性を示します。当社調べでは塩水噴霧テストの結果、100Hrでも発錆を認めません。
電気特性
NIFGRIP®(ニフグリップ)皮膜は導通性であるため、静電気対策としても有効です。
高温特性
NIFGRIP®(ニフグリップ)皮膜は、220℃の高温においても安定した特性を示します。
マスキング
NIFGRIP®(ニフグリップ)処理はマスキングはできません。ネジ穴・公差部などの特に寸法変化により支障をきたす場合は、寸法変化量を見込んだ前加工が必要です。お問い合わせください。
処理可能寸法
鉄・ステンレス・銅:300(W)×1250(L)×1000(H)mm
アルミ:250(W)×500(L)×800(H)mm
仕様
NIFGRIP®(ニフグリップ)には400℃の熱処理工程が含まれます。焼戻し温度が低い材質は、母材強度の低下及び歪みが発生する場合がありますのでご注意下さい。設計上で母材強度が必要な部品は焼戻し温度が400℃以上の材料(例:SKD11の高温焼戻し等)を選定して下さい。
下記一覧は低温焼戻し材料の一例です。
【HB:ブリネル硬度,HRc:ロックウエル硬度】
NIFGRIP®(ニフグリップ)処理時注意材料
熱処理温度・材質確認表
NIFGRIP®(ニフグリップ)処理仕様表
表面処理一覧
WET成膜
-
VACAL®(バッカル)
クラックの発生を極めて少なくするアルミニウム、およびその合金上へのアルマイト皮膜処理
-
TUFRAM®(タフラム)
硬質アルマイトとフッ素樹脂の複合被膜 低摩擦と耐摩耗性向上のアルミ専用の表面処理
-
NEDOX®(ニダックス)
無電解ニッケルとフッ素樹脂の複合被膜 高硬度と耐摩耗性向上の各種素材への表面処理
-

NIFGRIP®(ニフグリップ)
無電解ニッケルとフッ素樹脂の共析被膜 非粘着や離型性効果の各種素材への表面処理
-

ULCERAM®-C39(アルセラム-C39)
フッ素を使用しないセラミック系のコーティング(塗装)被膜 耐熱性と非粘着性を兼ね備えた表面処理
-
大型硬質アルマイト
日本最大級を誇る大型液晶製造装置対応のアルマイト処理
-

アルマイト処理
アルマイト(陽極酸化処理法)の基礎から、当社独自の応用技術をご紹介しています
-
ALpika®(アルピカ)
低放出ガスの表面処理
-

SUSpika®(サスピカ)
容易で良質な処理を応用
-
SuperALpika®(スーパーアルピカ)
アルミニウム合金の低放出ガス耐食処理
DRY成膜-光学膜
-
光学膜-あらまし
アルバックテクノの光学膜について
-
光学膜-撥水膜
撥水性、潤滑性に優れる撥水性コーティング
-

光学膜-反射防止膜
表面反射を低減、透過率をより向上させるコーティング
-

光学膜-カラーハーフミラー
反射特性と透過特性を合わせ持つ光学膜
-
光学膜-黒色膜
スパッタリングによる光学薄膜で成膜される反射防止膜
-

光学膜-反射ミラー
劣化・腐食を抑える金属膜コーティング
-
光学膜-赤外線カットフィルター
熱線をカットし、熱線の影響を低減するダイクロイックフィルター
-
光学膜-多層膜コーティング
特定の波長域の透過率や反射率の強さをコントロールできる多層膜コーティング
DRY成膜-硬質膜
-

硬質膜-あらまし
アルバックテクノの硬質膜について
-

硬質膜-TiN膜
母材との密着性が非常に高い耐磨耗性、耐スクラッチ性に優れた硬質膜
-

硬質膜-CrN膜
酸・アルカリに対して優れた耐食性を持つ硬質膜
-

硬質膜-DLC膜
アモルファス構造で潤滑性・摺動性に優れた硬質膜
-

硬質膜-AlTiN膜
真空中の金属部品からの放出ガスを低減させる特性を持つ硬質膜
-

硬質膜-TiCN膜
塩水環境化でも高い耐食性を示す硬質膜
-
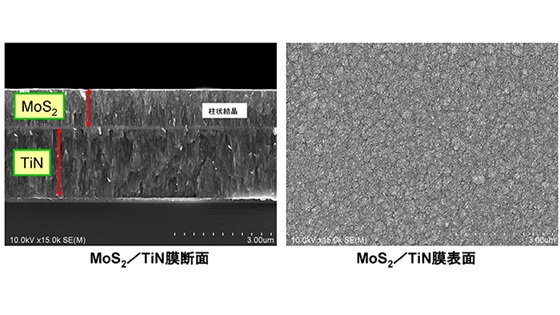
硬質膜-MoS2/TiN膜
潤滑油が使用できない環境などでの摺動、シール面への成膜に適している硬質膜
-

硬質膜-加飾膜
食器向けに最適な硬質膜
-

硬質膜-スパッタリング膜
アルバックテクノが提供する受託成膜加工サービス

目的にあった表面処理のご案内
部材の特性やご利用目的による適切な表面処理の選び方をご紹介しています
