硬質アルマイトとフッ素樹脂の複合被膜 低摩擦と耐摩耗性向上のアルミ専用の表面処理
TUFRAM®(タフラム)
[TUFRAM]概要
TUFRAM®(タフラム)とは、アルバックテクノ株式会社が日本国内で唯一ライセンス生産をしている、アルミ・アルミ合金に対する表面処理プロセスです。米国General Magnaplate社から技術導入しています。
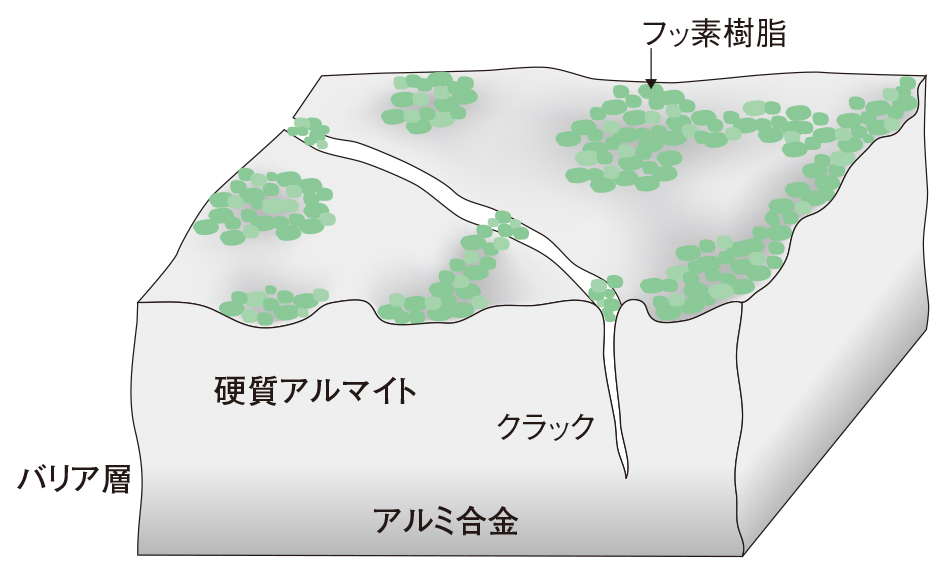
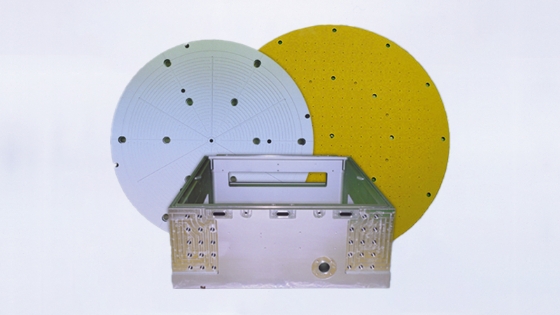
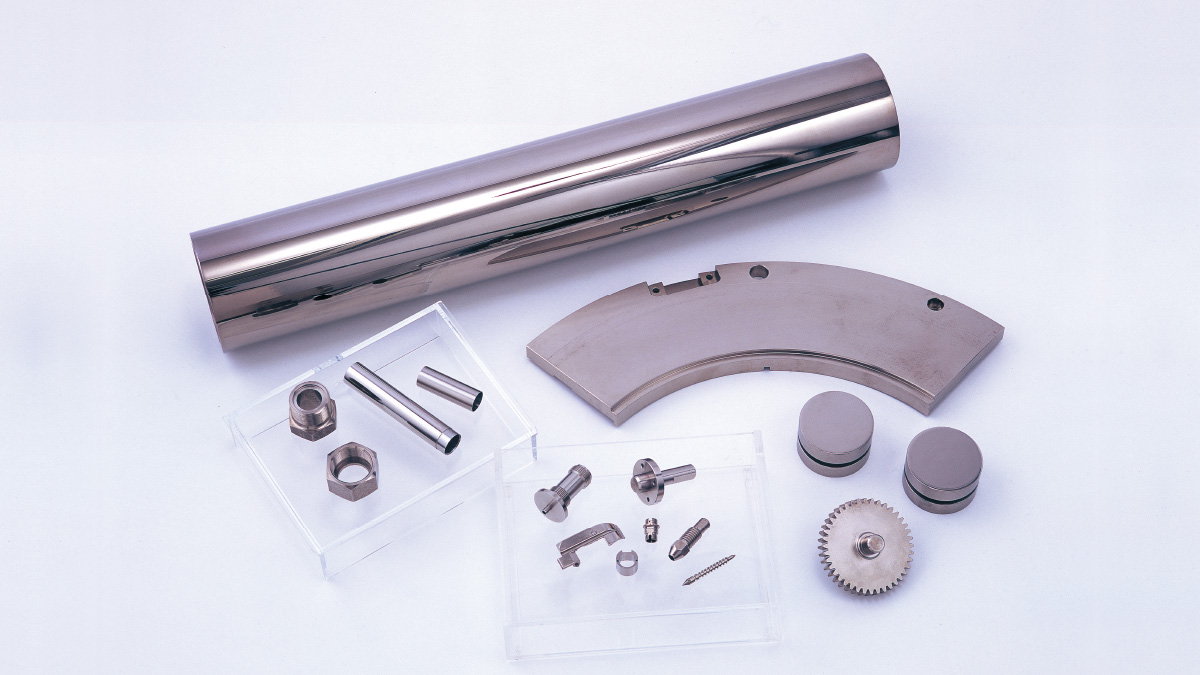
TUFRAM®(タフラム)皮膜は、硬くて機械強度に優れマイクロクラック等の微細凹凸に富んだ硬質アルマイトに、厳選された微小なフッ素樹脂をTUFRAM®(タフラム)プロセスにて複合した皮膜です。皮膜は硬質アルマイトとフッ素樹脂のシナジー効果を発揮させた高機能複合皮膜で、耐摩耗性向上・摺動性向上・かじり防止・スティックスリップの減少等の特長を持ちます。また、電気絶縁性・離型性・耐食性等の特性を有します。また、皮膜は均一であり、精度を要求される部品にも対応が可能です。このように優れた特長を持つTUFRAM®(タフラム)は幅広い業界・分野にて注目を集め、多くの装置・部品に採用され続けています。
※TUFRAM®(タフラム)は、General Magnaplate社の登録商標です。日本国内ではアルバックテクノ株式会社が唯一のライセンシーです。
TUFRAM®(タフラム)模式図
特長
適用材質
ほとんどのアルミニウムおよびアルミニウム合金に適用可能です。ただし、Cu5%以上とSi7%以上を含有する合金については、問題が生じることがありますので、必ず、当社にお問い合わせください。
膜厚
TUFRAM®(タフラム)皮膜の厚さは、通常20~50までを用いますが、材質や使用目的によって決定します。
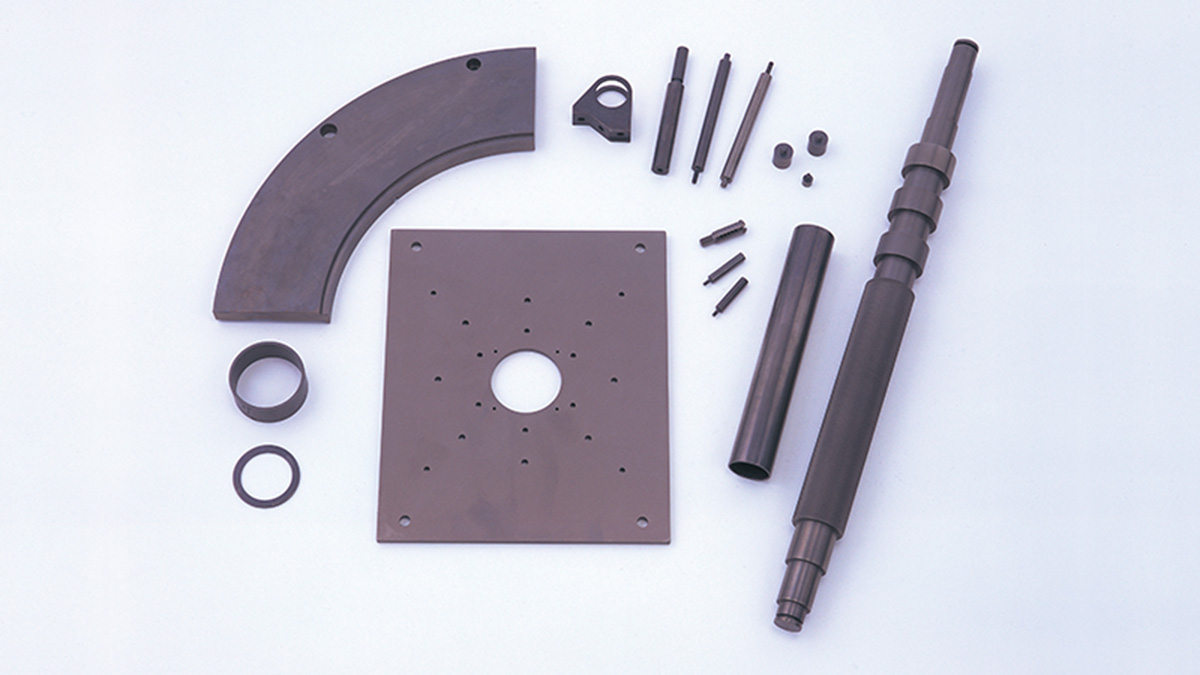
皮膜の色
TUFRAM®(タフラム)皮膜は素材の種類・膜厚により色(自然発色)が変化します。
膜厚精度と寸法増加率
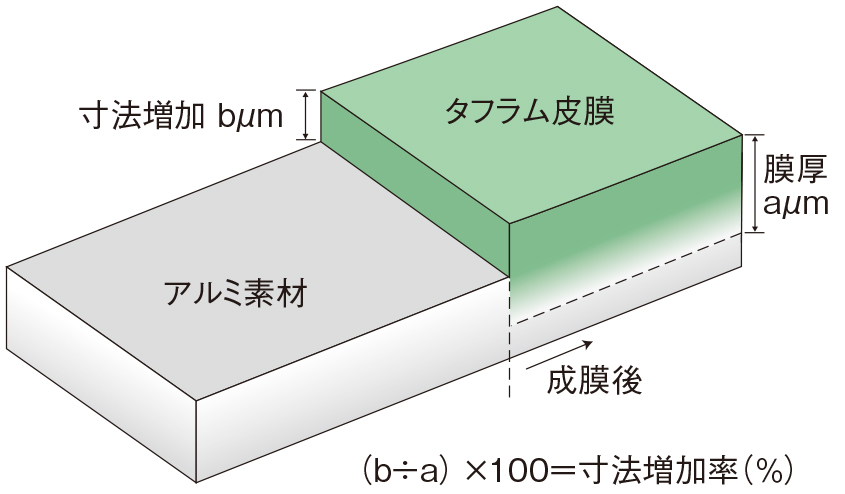
TUFRAM®(タフラム)のベース膜となる硬質アルマイト皮膜は、素材となるアルミニウムが陽極酸化反応(2Al+3/2O2→Al2O3)で体積膨脹により生成されるため、膜厚の半分強が素材に食い込んだかたちで成膜されます。このように素材と一体化し、密着力に優れているので皮膜が剥がれにくい特長があります。寸法増加率は素材により異なります。通常、膜厚の40~50%の寸法増加が見込まれます。膜厚は±10以内に管理可能です。
TUFRAM®(タフラム)皮膜寸法増加率概念図
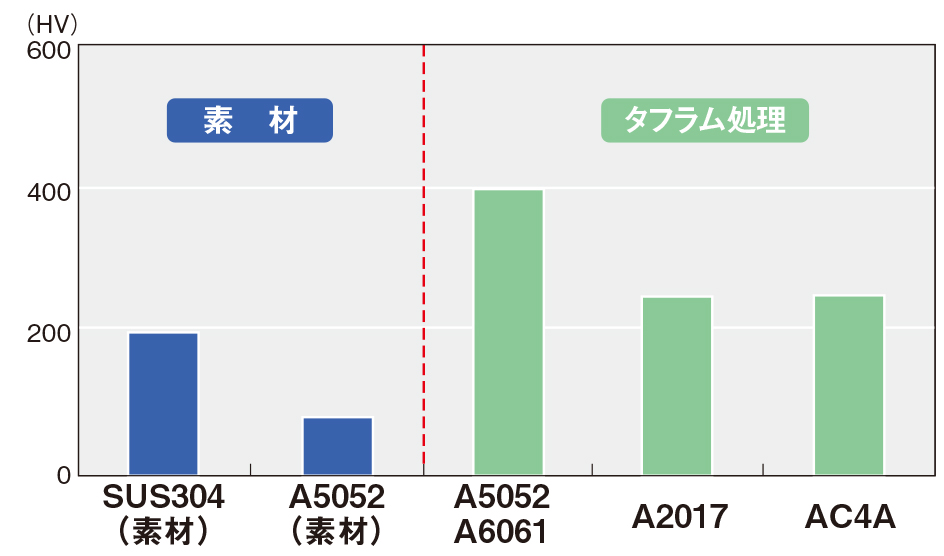
硬度と耐摩耗性の関係
TUFRAM®(タフラム)皮膜の硬度は材質の種類と膜厚により異なりますが、通常、表面硬度はHv約200~450になります。硬い皮膜にフッ素樹脂の効果により、摩擦係数の低さとの相乗効果で、優れた耐摩耗性を示します。
電気絶縁特性
TUFRAM®(タフラム)皮膜は、非電導体で絶縁性が良く、膜厚に応じて500~1000Vの電圧にも耐えることができます。
耐食性と耐海水性
TUFRAM®(タフラム)皮膜はフッ素樹脂と硬質アルマイトの相乗効果により優れた耐食性を発揮します。海水に対しては、通常のTUFRAM®(タフラム)処理でも有効ですが、さらに耐食性を増す方法として封孔処理もあります。
非粘着性
TUFRAM®(タフラム)皮膜の表面は、フッ素樹脂の効果により他の物質と粘着しにくくなりますが、実際の効果を確認する上でも、事前の試作実験をおすすめします。
高温特性
TUFRAM®(タフラム)皮膜は220℃の高温においても安定した特性を示します。
マスキング
TUFRAM®(タフラム)処理は通常、完成品の全表面に対して施されますが、特定の部分をマスキングすることも可能です。マスキングにつきましては事前にお問い合わせください。
処理可能寸法
800(W)×3000(L)×1300(H)mm
また、上記サイズを超える場合はお問い合わせください。
FDA対応
アメリカ合衆国の政府機関である食品医薬品局(Foodand Drug Administration)に対応したTUFRAM®(FDA)もラインナップしています。
アメリカのみではなく、FDA規制に対応した諸外国へも展開可能です。
【FDA対応規格:CFR21.§175.300.§177.1550】
国内の表面処理業界に関して、FDA対応の表面処理は僅かであり、あまり類を見ません。海外進出をご検討や、FDA規制にお困りのお客さまはTUFRAM®(FDA)をご検討・お試しください。
その他の処理
硬質アルマイト処理もお受けしておりますのでお問い合わせください。
仕様
TUFRAM®(タフラム)の特性
TUFRAM®(タフラム)の材質別特性表
(1)TUFRAM®(タフラム)皮膜は、硬くて機械強度に優れマイクロクラック等の微細凹凸に富んだ硬質アルマイトに、厳選された微小なフッ素樹脂をTUFRAM®(タフラム)プロセスにて複合した皮膜です。硬い表面を持ち耐摩耗性、滑り性、耐食性、耐海水性、電気絶縁性等に優れた表面処理技術です。
(2)良質のTUFRAM®(タフラム)皮膜を得る為には材質の選定が重要です。特に銅(Cu)5%以上、シリコン(Si)7%以上のアルミ合金では寸法管理が困難になります。また、バーン(溶け)が発生し易くなりますので充分注意が必要です。
(3)A2000系は、強度及び切削性の高い合金です。添加されている銅(Cu)は皮膜成長を阻害する為、良質の皮膜は期待出来ません。
(4)A7000系はアルミ合金の中で極めて高い強度を有します。一方で、耐食性が著しく悪いため、防錆対策が必要です。
(5)鋳物材は、展伸材に比べ合金組成が不均一で、シリコン(Si)を局部的に多く含んでいる場合バーンの原因になります。
(6)皮膜の必要部分と不必要部分(マスク指示)を明確にご指示ください。
(7)接点電極となるネジ穴、穴、面等をご指示ください。
(8)加工の切削油、磨き粉等が残っていると皮膜成長を阻害するなど、外観上の問題が発生します。
(9)膜厚20µm以上で10単位の処理が可能です。弊社では30±10を推奨しております。(20以下の薄膜では、膜厚管理が難しくなります。)
(10)鋳物、ダイキャスト以外では、皮膜の厚さを±10µm以内に管理可能です。
(11)皮膜の色相は、皮膜生成工程で自然発色するもので、アルミ合金成分(例:Cu,Mn,Si等)が多くなるに従い色が濃くなります。逆に熱処理の温度が高くなるに従い、色は淡くなります。また、機械加工時の熱負荷によっても発色は変化します。
(12)素材と皮膜の膨張収縮率の違いにより、皮膜は表面亀裂(クラック)が発生します。
クラック順位【小】A2000,A7000系→A6061→A5052→A1000系、A6063→A5056【大】
(13)表中の硬度はビッカース硬度計による表面硬度を示します。硬度測定は材質の影響を防ぐため膜厚30µm以上必要です。
(14)処理後の外観には、加工仕上げ状態に反映されます。皮膜面粗度は加工状態に大きく影響されます。一般的には成膜前に比べ粗くなります。
(15)皮膜は使用温度領域にも優れ、~220℃まで安定した特性が得られます。
(16)処理温度は通常100℃以内のため、歪みの発生が少なく抑えられます。
(17)【アルマイト、TUFRAM®(タフラム)処理時の注意】
異種金属の組込み(ヘリサート等の挿入や鉄ビンの圧入)がある場合は、アルマイト処理時に溶解してしまいますので、必ず除去してご依頼ください。圧入などで取り外しができない場合は、マスキングで対応できる場合がありますので、事前にご相談ください。
※TUFRAM®(タフラム)は厚生省告示第370号「器具及び容器梱包」規格試験に適合しています。
本内容は当社生産ライン実績に基づいた参考データです。TUFRAM®(タフラム)皮膜の性能を保証するものではありません。
※処理可能な最大寸法目安(800(W)×3000(L)×1300(H)mm)、実サイズは別途お問合せください。
表面処理一覧
WET成膜
-
VACAL®(バッカル)
クラックの発生を極めて少なくするアルミニウム、およびその合金上へのアルマイト皮膜処理
-

TUFRAM®(タフラム)
硬質アルマイトとフッ素樹脂の複合被膜 低摩擦と耐摩耗性向上のアルミ専用の表面処理
-
NEDOX®(ニダックス)
無電解ニッケルとフッ素樹脂の複合被膜 高硬度と耐摩耗性向上の各種素材への表面処理
-
NIFGRIP®(ニフグリップ)
無電解ニッケルとフッ素樹脂の共析被膜 非粘着や離型性効果の各種素材への表面処理
-

ULCERAM®-C39(アルセラム-C39)
フッ素を使用しないセラミック系のコーティング(塗装)被膜 耐熱性と非粘着性を兼ね備えた表面処理
-
大型硬質アルマイト
日本最大級を誇る大型液晶製造装置対応のアルマイト処理
-

アルマイト処理
アルマイト(陽極酸化処理法)の基礎から、当社独自の応用技術をご紹介しています
-
ALpika®(アルピカ)
低放出ガスの表面処理
-

SUSpika®(サスピカ)
容易で良質な処理を応用
-
SuperALpika®(スーパーアルピカ)
アルミニウム合金の低放出ガス耐食処理
DRY成膜-光学膜
-
光学膜-あらまし
アルバックテクノの光学膜について
-
光学膜-撥水膜
撥水性、潤滑性に優れる撥水性コーティング
-

光学膜-反射防止膜
表面反射を低減、透過率をより向上させるコーティング
-

光学膜-カラーハーフミラー
反射特性と透過特性を合わせ持つ光学膜
-
光学膜-黒色膜
スパッタリングによる光学薄膜で成膜される反射防止膜
-

光学膜-反射ミラー
劣化・腐食を抑える金属膜コーティング
-
光学膜-赤外線カットフィルター
熱線をカットし、熱線の影響を低減するダイクロイックフィルター
-
光学膜-多層膜コーティング
特定の波長域の透過率や反射率の強さをコントロールできる多層膜コーティング
DRY成膜-硬質膜
-

硬質膜-あらまし
アルバックテクノの硬質膜について
-

硬質膜-TiN膜
母材との密着性が非常に高い耐磨耗性、耐スクラッチ性に優れた硬質膜
-

硬質膜-CrN膜
酸・アルカリに対して優れた耐食性を持つ硬質膜
-

硬質膜-DLC膜
アモルファス構造で潤滑性・摺動性に優れた硬質膜
-

硬質膜-AlTiN膜
真空中の金属部品からの放出ガスを低減させる特性を持つ硬質膜
-

硬質膜-TiCN膜
塩水環境化でも高い耐食性を示す硬質膜
-
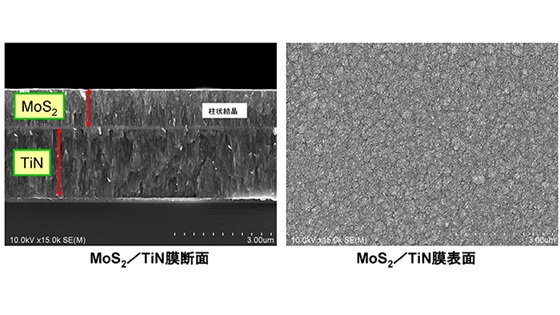
硬質膜-MoS2/TiN膜
潤滑油が使用できない環境などでの摺動、シール面への成膜に適している硬質膜
-

硬質膜-加飾膜
食器向けに最適な硬質膜
-

硬質膜-スパッタリング膜
アルバックテクノが提供する受託成膜加工サービス

目的にあった表面処理のご案内
部材の特性やご利用目的による適切な表面処理の選び方をご紹介しています
